






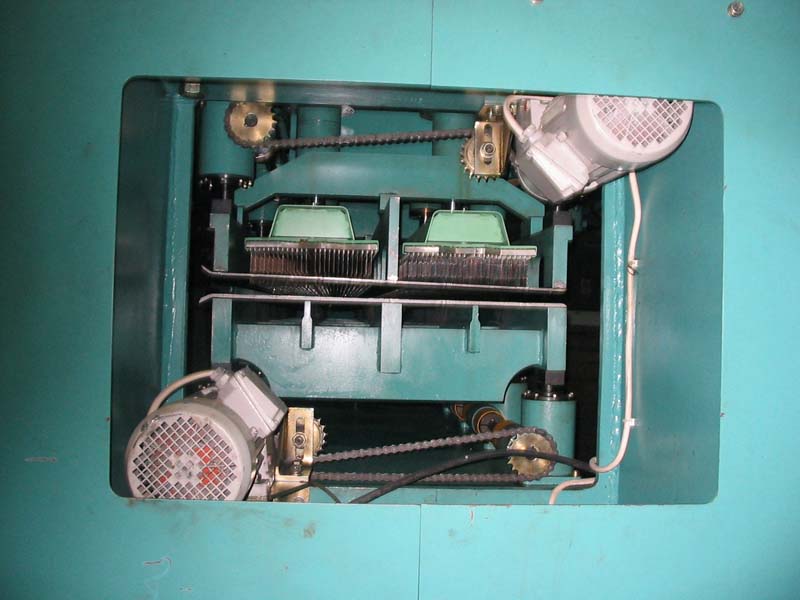
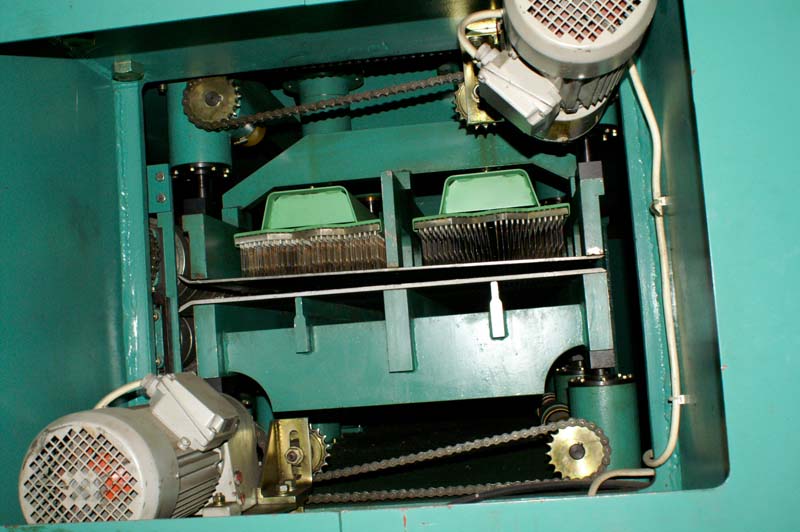
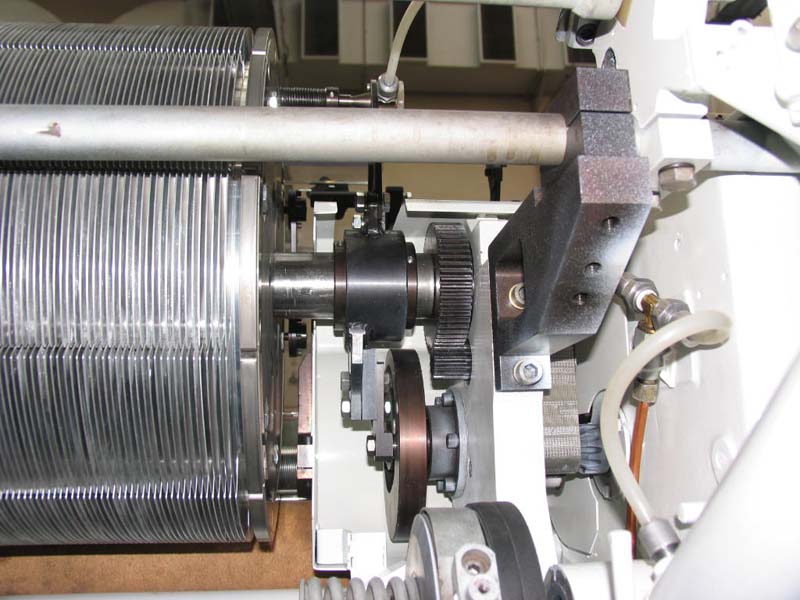
Igłowarka IN 2
Igłowarka jest przeznaczona do igłowania zasadniczego run włókienniczych o masie powierzchniowej 50 - 1000 g/m, formowanych systemem zgrzeblarkowym lub aerodynamicznym z włókien chemicznych.
Maszyna posiada budowę modułową, dwie górne płyty igłujące i składa sie z:
- urządzenia wprowadzającego runo w sferę igłowania,
- urządzenia igłującego,
- urządzenia odbierającego przeigłowany materiał.
DANE TECHNICZNE
- Skok płyty igłującej- 60 mm.
- Częstotliwość igłowania- do 1200 obr/min.
- Prędkość przesuwu- 0,5-15 m/min.
- Głębokość igłowania- do 30 mm.
- Rozciąg w polu igłującym- do 20%.
- Liczba głowic igłujących- 2 szt.
- Szerokość robocza- 2500 mm.
- Moc zainstalowana- 34 kW.












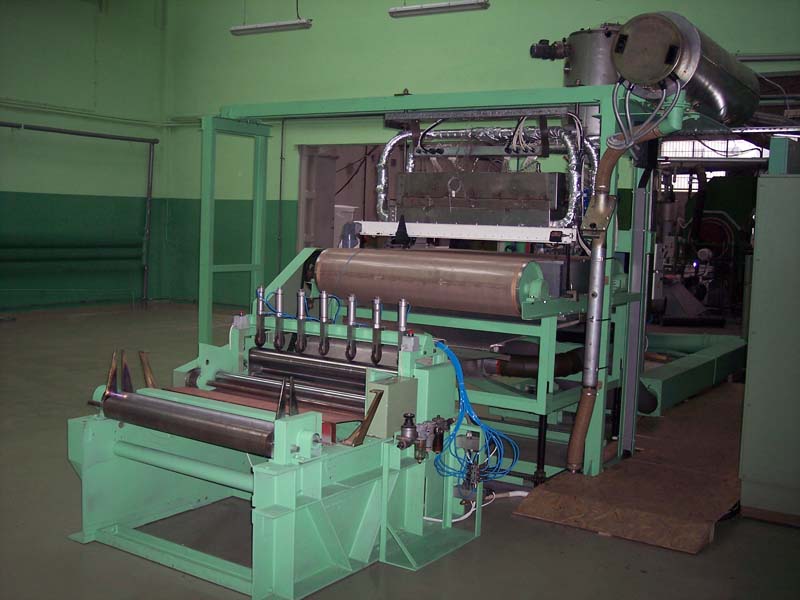
Urządzenie do wytwarzania włóknin metodą spod filiery
Linia do wytwarzania włóknin polipropylenowych metodą spod filiery (technologią melt-blown). Masa powierzchniowa wytwarzanej włókniny od 15 g/m2 do 250 g/m2, szerokość wstęgi od 30 mm do 1000 mm, długość do 200 m (w zależności od masy powierzchniowej włókniny).
Doświadczalna instalacja do formowania włóknin w strumieniu powietrza o prędkości ponaddźwiękowej. Charakterystyka techniczna:
- wytłaczarka EX45 ze ślimakiem o średnicy d = 45 mm i stosunku długości ślimaka do jego średnicy l/d = 25
- osiągana wydajność od 3 do 30 kg/h z regulacją bezstopniową (min 0,03 cm3/otwór)
- filiera 1000 otworowa
- szerokość uzyskiwanej wstęgi włókniny ok. 1 m
- 17 stref grzejnych polimeru i powietrza
- 2 punkty pomiaru ciśnienia ciekłego polimeru
- 6 jednostek napędowych, w tym 3 z ciągłą regulacją prędkości obrotowej,
- strumień objętości powietrza 0,2 m3/s przy ciśnieniu 0,1 bara (0,2 l/s na otwór)
- moc zainstalowana ok. 150 kW
Na instalacji tej prowadzone są badania nad poszukiwaniem optymalnych parametrów technologicznych: temperatury polimeru, temperatury powietrza rozdmuchującego polimer i jego prędkości wypływu, ciśnienia polimeru i powietrza, wydatku polimeru i powietrza, odległości od filiery do siatki kondensera, parametrów pracy instalacji odbioru powietrza spod kondensera itp. Wynikiem prac jest opracowana technologia wytwarzania włóknin metodą melt-blown z polipropylenu i poliestrów włóknotwórczych.




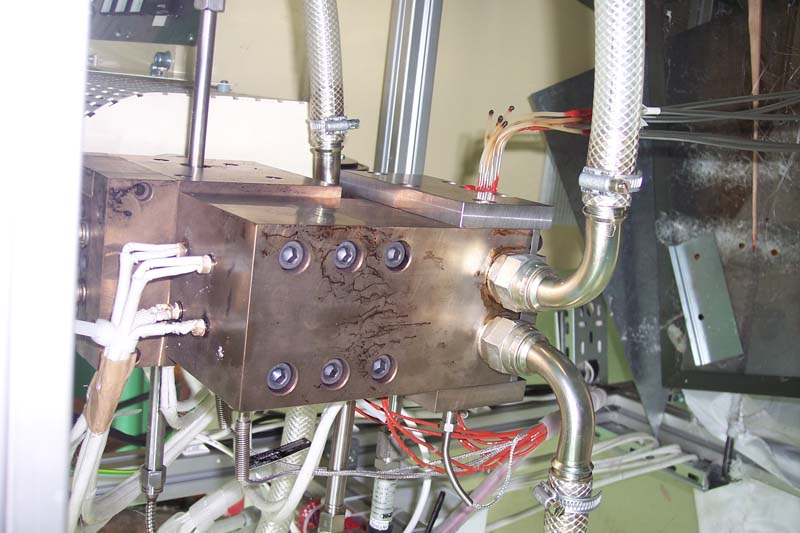
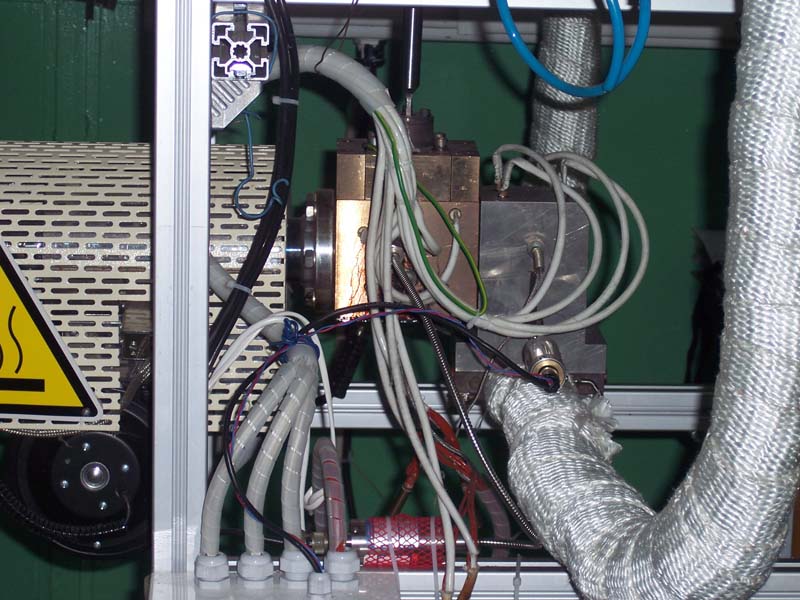
Stanowisko badawcze WX-34
Doświadczalna instalacja do formowania włóknin w strumieniu powietrza o prędkości ponaddźwiękowej. Charakterystyka techniczna:
- wytłaczarka W25 ze ślimakiem o średnicy d = 25 mm i stosunku długości ślimaka do jego średnicy l/d = 30
- osiągana wydajność od 0,5 do 10 kg/h z regulacją bezstopniową (min 0,06 cm3/otwór)
- filiera 80 otworowa
- szerokość uzyskiwanej wstęgi włókniny ok. 80 mm
- 7 stref grzejnych polimeru i powietrza
- 2 punkty pomiaru ciśnienia ciekłego polimeru
- 6 jednostek napędowych, w tym 3 z ciągłą regulacją prędkości obrotowej,
- 11 parametrów technologicznych jest rejestrowanych na komputerze w postaci sygnału napięciowego i dalej przetwarzana na konkretne wartości rejestrowanych wielkości pomiarowych (parametrów technologicznych)
- moc zainstalowana ok. 10 kW
Po zakończeniu badań zaprojektowana została i zbudowana druga wersja stanowiska umożliwiająca prowadzenie badań nad wytwarzaniem włóknin klasyczną technologią melt-blown.
Na instalacji tej prowadzone są badania nad poszukiwaniem optymalnych parametrów technologicznych: temperatury polimeru, temperatury powietrza rozdmuchującego polimer i jego prędkości wypływu, ciśnienia polimeru i powietrza, wydatku polimeru i powietrza, odległości od filiery do siatki kondensera, parametrów pracy instalacji odbioru powietrza spod kondensera itp. Wynikiem prac jest opracowana technologia wytwarzania włóknin metodą melt-blown z polipropylenu i poliestrów włóknotwórczych.





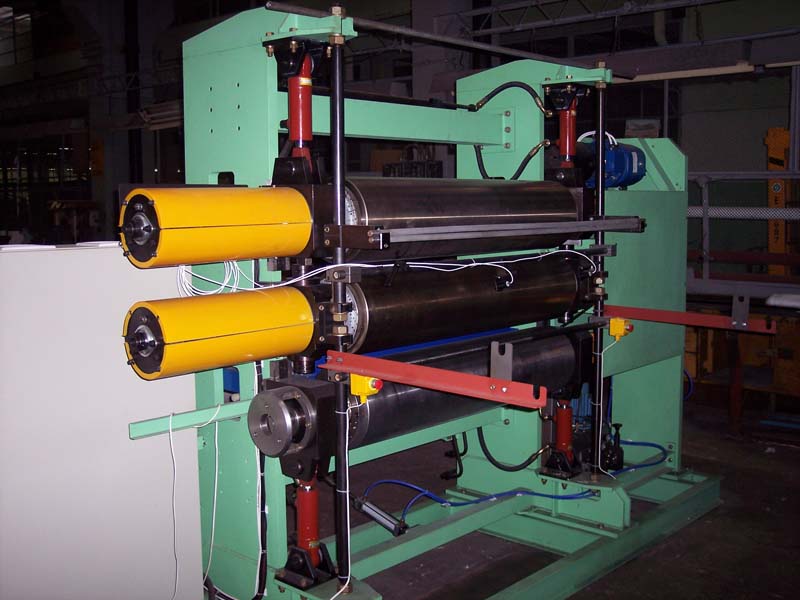
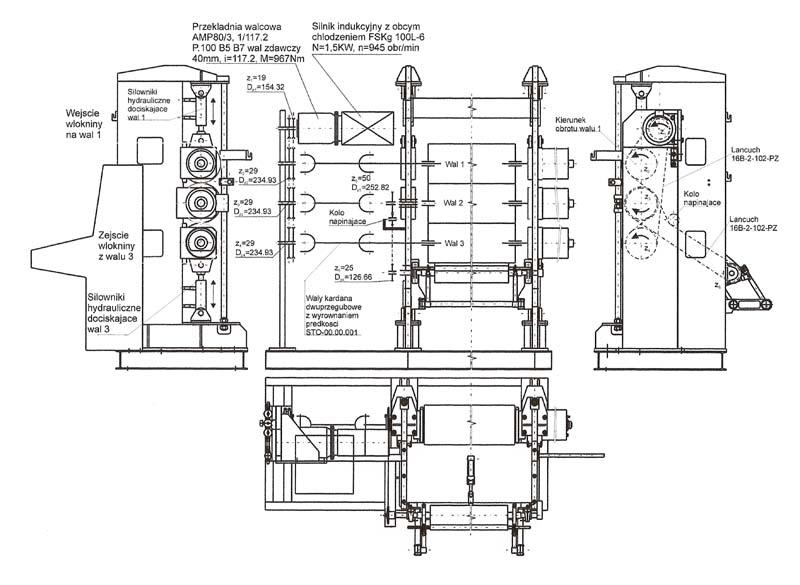
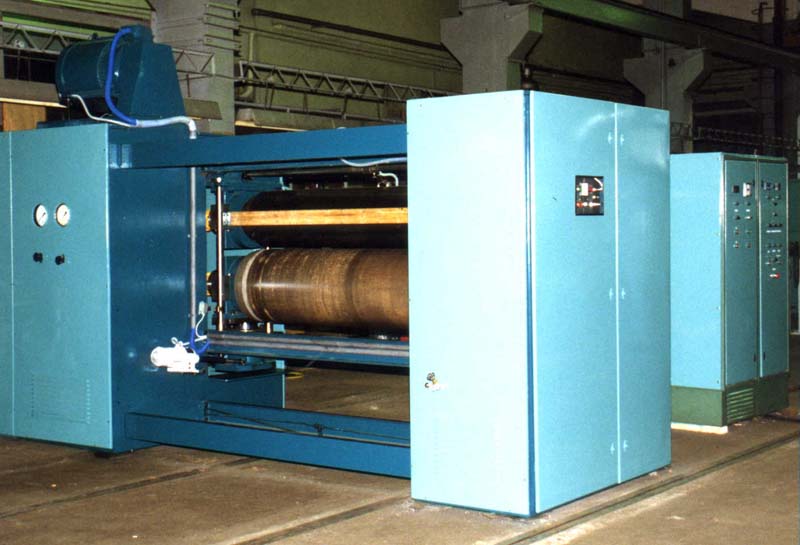
Kalander do uszlachetniania wyrobów włókienniczych JX-9
Kalander JX9 jest przeznaczony głównie do powierzchniowego uszlachetniania włóknin wytwarzanych ze stopu polimeru metodą spod filiery a także innych materiałów zbliżonych właściwościami do włókniny, przy docisku liniowym nieprzekraczającym 50 kN/m. Powierzchniowe uszlachetnianie włóknin ma na celu nadanie, odpowiednich do zastosowania włókniny, cech użytkowych takich jak: miękkość, gładkość, spoistość oraz stabilność formy. Jest to proces prowadzony w określonych warunkach: temperaturze i czasie kalandrowania, w celu polepszenia jakości włókniny w procesie wytwórczym lub nadanie jej wymaganych właściwości. Kalander jest przeznaczony do uszlachetniania włóknin o gramaturze od 20 g/m2 do 300 g/m2.
Charakterystyka techniczna
- Wymiary gabarytowe:
- Maksymalna szerokość kalandra – 3335 mm (z szafa sterowniczą 3665 mm)
- Maksymalna długość kalandra – 1340 mm (z szafa sterowniczą 1645 mm)
- Maksymalna wysokość kalandra – 2295 mm
- Temperatura na powierzchni płaszcza wału max. 200°C
- Kalander posiada 3 wały robocze (stalowe) o średnicy 300 mm
- Docisk między wałami max 50 kN/m (50 kG/cm)
- Szerokość robocza wałów 1200 mm
- Całkowita szerokość płaszcza roboczego wału 1300 mm
- Zakres regulacji prędkości obwodowej wałów 0.8 ÷19 m/min
- Docisk walców realizowany jest hydraulicznie za pomocą 4 siłowników (po dwa na wał górny i wał dolny, sterowanie niezależne)
- Średnica tłoka siłownika 63 mm
- Max ciśnienie robocze w instalacji hydraulicznej 12 MPa
- Siłowniki zasilane są olejem hydraulicznym HL-46 z zasilacza hydraulicznego napędzanego silnikiem elektrycznym
- Grzanie wału I i wału II jest trzystrefowe, wał III dolny niegrzany
- Moc grzejna strefy głównej wału (środkowej) 7.2 kW
- Moc grzejna każdej z dwóch stref bocznych 1.2 kW
- Łączna moc grzejna obu wałów 19.2 kW
- Kalander posiada urządzenie nawijające wyposażone w czujnik odmierzania długość wstęgi w nawoju. Największa średnica nawoju 400 mm
- Łączna moc zainstalowana w kalandrze wynosi 21.8 kW
- Kalander posiada szafę sterowniczą z pulpitem operatorskim




Urządzenie do kalandrowania włóknin - kalander typ DG-4
Kalander jest przeznaczony do wytwarzania, prasowania i zgrzewania włóknin termoplastycznych. Może być również stosowany do gładzenia tkanin i dzianin.
Kalander posiada dwa wały:
- wał stalowy ogrzewany elektrycznie-grzałkami oporowymi od środka;
- wał elastyczny, którego płaszcz stanowią sprasowane warstwy tkaniny.
Wały są dociskane siłownikami hydraulicznymi. Mechanizm wichrujący umożliwia skoszenie osi wałów, co zapewnia równomierny docisk liniowy wzdłuż szerokości roboczej.
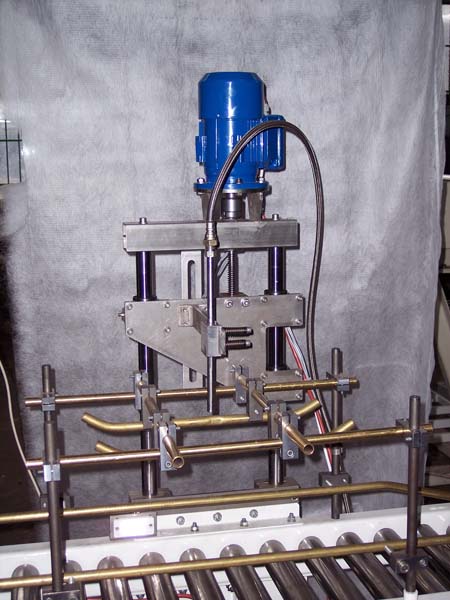
Urządzenie do nacinania perforacji na ciągłej wstędze włókniny o szerokości do 250 mm
Linia technologiczna XP13 (rys. 2) służy do wytwarzania włóknistych ściereczek higienicznych, stosowanych min. w rolnictwie do czyszczenia i dezynfekcji, w przemyśle spożywczym oraz w medycynie.
Wytwarzanie włóknistych ściereczek higienicznych na zbudowanej linii XP13 odbywa się w kilku następujących po sobie etapach:
- Nacinanie perforacji oddzielającej kolejne ściereczki na wstędze włókniny.
- Tworzenie nawoju o określonej twardości i ilości odcinków.
- Umieszczenie nawoju w wiadrze.
- Nasączenie włókniny odpowiednią ilością środka dezynfekcyjnego.
- Zamykanie wiadra.
- Naklejanie etykiety zawierającej szczegółowe informacje.
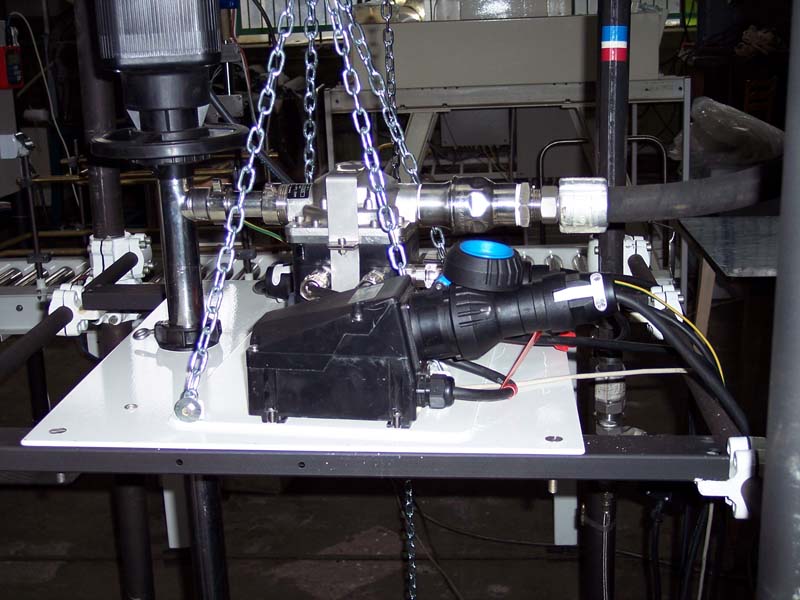
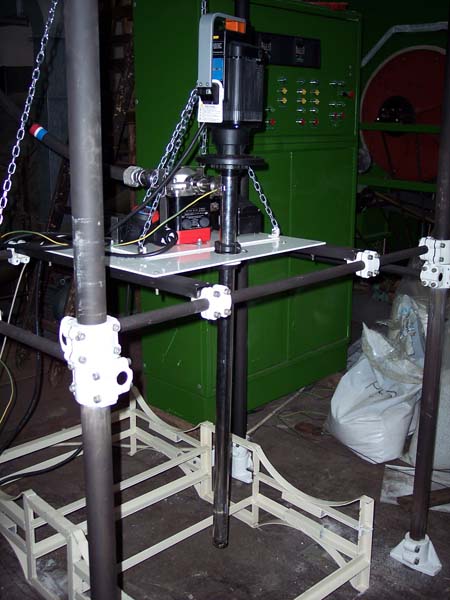
Opracowana i wytworzona instalacja produkcyjna XP13 (rys. 1 - 3) pozwala na prowadzenie produkcji ciągłej i uzyskanie wydajności na poziomie 150-180 opakowań na godzinę zawierających 600 do 700 chusteczek lub 60 – 100 opakowań na godzinę zawierających 1200 chusteczek. W skład instalacji wchodzą dwie niezależne linie produkcyjne tj: linia do perforacji wstęgi włókninowej i tworzenia nawoju walcowego z możliwością tworzenia nawoju o dowolnej zadanej gęstości i wielkości oraz linia do przygotowania i dozowania roztworu dezynfekcyjnego do opakowania. Podawanie opakowania z suchym wkładem włókninowym pod dozownik następuje w sposób ciągły, następnie automatyczne wprowadzany jest dozownik przez membranę opakowania (wiaderka), co minimalizuje odparowanie alkoholu. W końcowym etapie następuje wprowadzenie zadanej ilości roztworu i podanie gotowego opakowania do strefy zamykania i etykietowania.
Instalacje produkcyjną XP13 charakteryzują jej podstawowe wymiary gabarytowe:
- Długość instalacji L = 5.5 m,
- Szerokość instalacji B = 0.8 m,
- Maksymalna wysokość instalacji H = 1.6 m.








Instalacja do wytwarzania włóknin metodą spun-bonded



Linia technologiczna do produkcji wielofunkcyjnych wkładów kompozytowych dla osób ze schorzeniem urologicznym


Nasączrko-wirówka typ W24
Jest urządzeniem przeznaczonym do nasączania kształtek i odwirowywania nadmiaru zawiesiny ceramicznej (gęstki) z tych kształtek w czasie trwania jednego z etapów produkcji piankowych filtrów ceramicznych. Kształtki wykonane są z gąbki porowatej o porach otwartych. Kształtki o różnej szerokości, wysokości i grubości są dostarczane do stanowiska po procesie nasączania i suszenia wstępnego. Stanowisko może być modyfikowane i przystosowywane do różnych kształtek i zawiesin ceramicznych. Proces załadunku i wyładunku kształtek realizowany jest ręcznie. Proces nasączania i odwirowywania realizowany jest w cyklu automatycznym.

Promiennik laboratoryjny do naświetlania promieniami UV typ HF4
Promiennik laboratoryjny przeznaczony jest do naświetlania oraz utrwalania tkanin promieniami UV w sposób ciągły lub rewersyjny:
- praca ciągła z regulowaną w sposób bezstopniowy prędkością przewijania tkaniny na transporterze w specjalnej komorze pod lampą emitującą promienie UV,
- praca rewersyjna z regulowaną w sposób bezstopniowy prędkością o stałym przesuwie transportera w lewo i prawo ( z możliwością regulowania skoku oraz zaprogramowania liczby cykli).
Urządzenie wyposażono w nowoczesny panel sterowania i kontroli z możliwością zaprogramowania optymalnych parametrów technologicznych.

Prototyp krosna pneumatycznego














Stanowisko do dozowania roztworów






Laboratoryjne stanowisko do badania wytrzymałościowego materiałów włókienniczych (zrywarka do struktur tkanych)

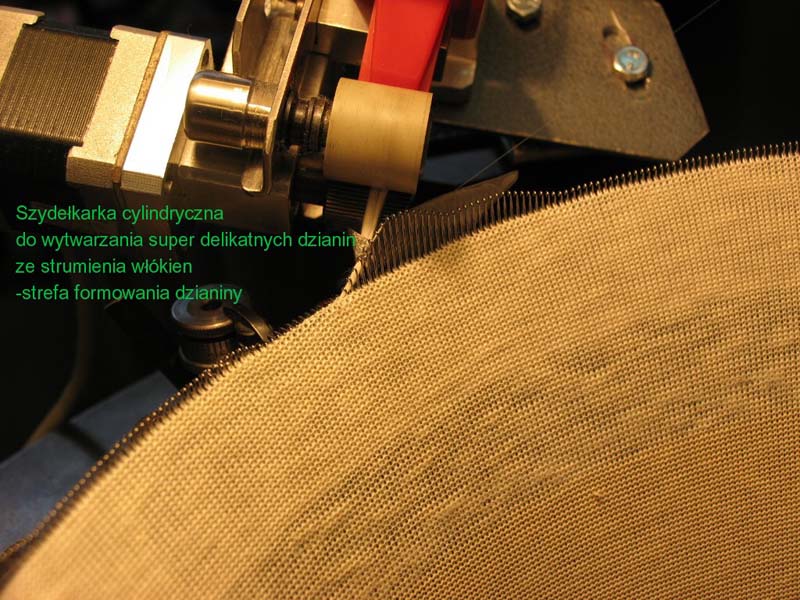
Szydełkarka cylindryczna do wytwarzania superdelikatnych tkanin ze strumienia włókien

Wycinarka

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Linia technologiczna do wytwarzania wkładów kompozytowych MH-13
Linia przeznaczona jest do produkcji wkładów kompozytowych w kilku rodzajach wytworów o jednej formie geometrycznej, lecz o różnych własnościach i właściwościach w tym:
- Wkłady o konstrukcji: włóknina nośna o szerokości 95mm, klej technologiczny, kompozyt o szerokości 80mm, folia o szerokości 95mm, klej konstrukcyjny, pasek silikonowy.
- Wkłady o konstrukcji: włóknina nośna o szerokości 95mm, klej technologiczny, kompozyt o szerokości 30 do 45mm, folia o szerokości 95mm, klej konstrukcyjny, pasek silikonowy.
- Wkłady o konstrukcji: włóknina nośna o szerokości 95mm, kompozyt o szerokości 30-60mm, folia, klej konstrukcyjny, pasek silikonowy.
- Wkłady o konstrukcji: włóknina nośna o szerokości 95mm, klej technologiczny, rozdrobniona celuloza o szerokości 30mm owinięta włókniną o szerokości ~80mm, folia o szerokości 95mm, klej konstrukcyjny, pasek silikonowy.

CENTRALNY OŚRODEK BADAWCZO ROZWOJOWY MASZYN WŁÓKIENNICZYCH POLMATEX-CENARO
90-608 Łódź, ul. Wólczańska 55/59 | biuro@cenaro.lodz.pl | tel +48(42) 633-55-41 | fax +48(42) 633-78-22